工程现场经常遇到这样一个问题:胶水明明已经硬了、不粘手了,为什么粘接的部件一受力就脱层、掉块?很多人第一反应是胶水质量不行,但实际上,问题很可能出在“固化不完全”上。固化不完全不是性能稍微打点折扣那么简单,它是灾难级的失效。界面没反应好,一点外力、一点温湿度波动,零件就可能直接报废。
一、什么叫固化不完全?
固化不完全:宏观上已经变成固体,但微观网络是松散、不完整的,很多活性基团根本没参与反应。
二、怎么科学判断固化不完全?
在实际工程中,没有人会凭一个指标就下结论。我强烈推荐大家养成一个思维习惯:对比法。先做一个“黄金标样”。拿同一批胶水,做一条超额固化样品。比如供应商推荐120℃加热1小时,你可以同时做三组:120℃×1小时、130℃×1小时、140℃×0.5小时。然后验证哪一组没有出现早期降解,把它作为你的“完全固化”参考样。之后所有未知样品,都跟它比。
有了标样之后,从四个维度做证据链判断:
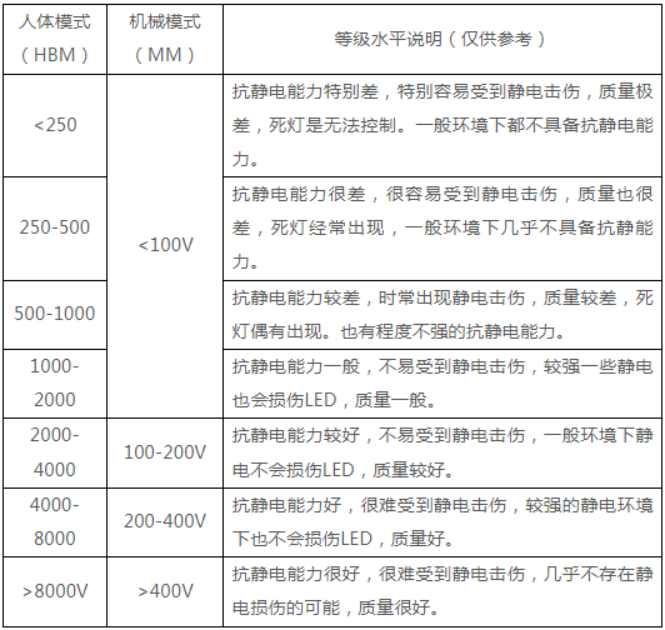
1. 玻璃化转变温度(Tg)——网络密度的核心证据
用DSC或DMA设备检测。如果实际样品的Tg比标样低了5℃以上,基本说明网络没有织满。需要注意,填料含量、内部应力等因素也会轻微影响Tg,所以这个指标要和其他证据一起用。
2. 残余反应热——未反应基团的直接证据
用DSC设备扫描到250℃。标样应该没有放热峰。如果实际样品出现明显放热峰,说明还有未反应的基团。通过计算固化度,标样通常能达到98%以上。如果实际样品的残余反应热明显高于标样,那就是非常直接的固化不完全证据。
3. 红外光谱——锁定哪种基团没反应
用ATR-FTIR设备检测,快速直观。对比实际样品与标样的谱图,查找反应基团特征峰的残留情况。比如环氧基、NCO基这些特征峰还在不在。这种方法的好处是可以直接锁定是哪种化学基团没有充分反应。
4. 物理与机械性能——宏观表现
测试硬度和剪切强度。完全固化的样品强度高,破坏时通常是胶层内部断裂或者基材本身被拉坏,断口致密。固化不完全的样品强度低,断口发粘、呈海绵状或皮革状,这是内部网络疏松、存在未反应小分子的典型表现。硬度方面,实际样品通常低于标样,需要设定一个接受阈值。
三、为什么会出现固化不完全?
识别问题只是第一步,更重要的是避免它发生。很多工程师都有这个疑惑:“我明明按照说明书的时间和温度来烤,为什么还是不行?”
1.风温≠胶温
如果你的基材是铝块、钢板或者厚壁结构件,这些材料热容大,升温远比空气慢。可能出现这种情况:空气10分钟升到120℃,但胶层25分钟才升到100℃,真正处于120℃的时间只有5分钟。结果就是反应时间严重不足,固化程度远达不到要求。
解决办法:用热电偶实测胶层温度,以胶层实际达到设定温度的时间开始计算固化时间,而不是以放入烘箱的时间计算。
2.Tg上升导致的固化停滞
这是高分子体系里非常典型、但也常被忽视的现象。胶水固化过程中,随着交联密度不断提高,Tg会持续升高。当体系的Tg升到接近当前固化温度时,材料会进入类似玻璃态的状态:分子链段运动受限,迁移速度变慢,官能团难以继续靠近碰撞,反应速率自然下降甚至停止。
解决办法:采用分段固化。先在较低温度固化,让体系成型不流动;再升高温度做后固化,让分子链段重新获得足够的活动能力,使反应继续推进到更高程度。很多高端胶黏剂领域(半导体封装、光学胶、碳纤维复材等)都必须采用这种固化策略。
3.AB双组份混合不均匀
只要混合不均,胶水就不可能完全固化。局部固化剂偏多或树脂偏多,都会造成失配。多出来的官能团永远找不到反应对象,剩余组分就会长期保持粘、软、弱的状态。不管再怎么加热,都无法弥补前期混合不良的问题。
怎么排查:拉出一条混合好的胶,固化后切开,看颜色和外观是否一致。必要时加入可视化染料做均匀性测试。静态混合管的长度和规格不能省,点胶机的混胶一致性必须做周期性验证。这是现场最容易被忽略、但造成问题比例最高的隐患之一。
总结


发表评论 取消回复