氛围灯发展趋势

未来的氛围灯发展将变得越来越智能化和人性化,高品质的汽车氛围灯已经成为了汽车内饰领域中不可忽视的设计元素。它将越来越多的应用到普通车系中,成为汽车的标配,并提高汽车的科技感、更现代化,舒缓驾驶员的疲劳感、放松心情,让车内生活更有仪式感,营造轻松愉悦的氛围,不同的展现形式可以提升品牌的辨识度,彰显差异性。

市面上的绝大多数产品,或多或少存在一些问题,这些问题都将增大质量管控的压力。因此,做好氛围灯检测校准是进行质量管控的必要前提。
氛围灯实现产线质量管控所面对的困难
1、主机厂没有氛围灯光色品质评估的标准?
2、多个氛围灯之间光色不一致?寿命低?
3、氛围灯检测数据不准确?
4、 氛围灯生产检测校准速度慢 ? 效率低?
如果遇到以上问题,我们可以协助到主机厂及部件厂家。
通过RGB-GSA1000(点击了解更多内容)/ RGB-GSB1000(点击了解更多内容)两款产品,光色科技成功解决了氛围灯厂商氛围灯PCBA校准从研发端的单颗校准验证,到生产端的拼板校准自动化智能装备,通过实体线数据验证,能够满足RGB校准精度高、节拍快,降低氛围灯厂商生产的综合成本。
我们建议的光色管控目标是:灯具总成颜色差值小于0.01,PCBA的灯珠校准后混色颜色差值小于0.007,白光区域范围小于0.005。通过对PCBA的检测校准技术,可以提高产品的颜色品质,在Bom成本没有增加的情况下,提升了产品质量。
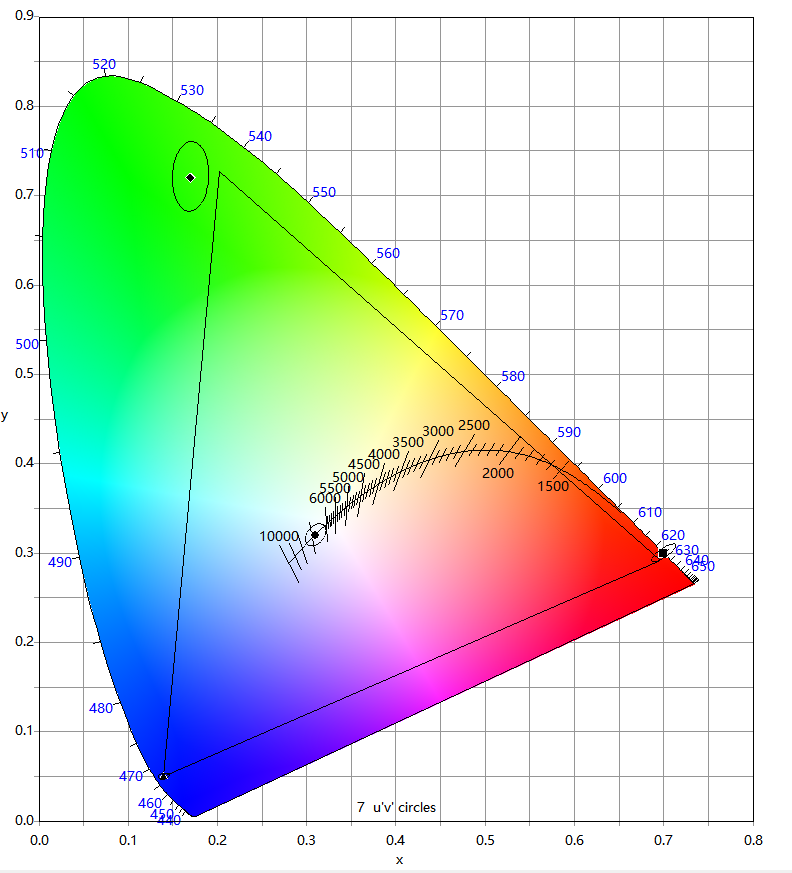
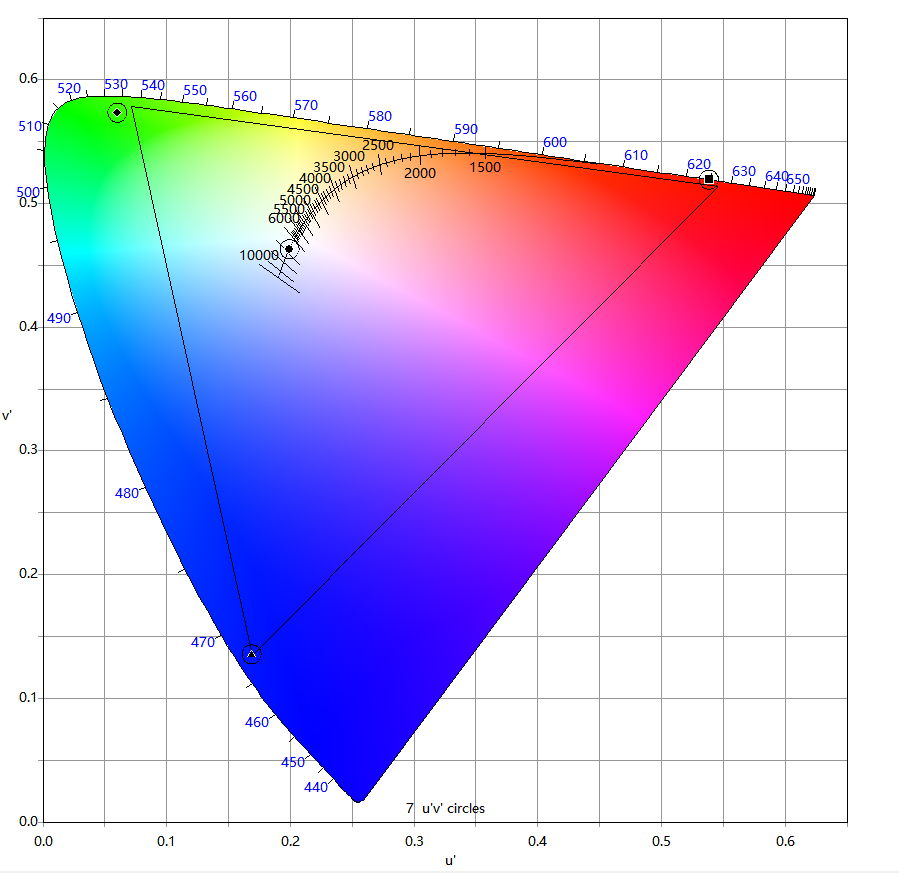
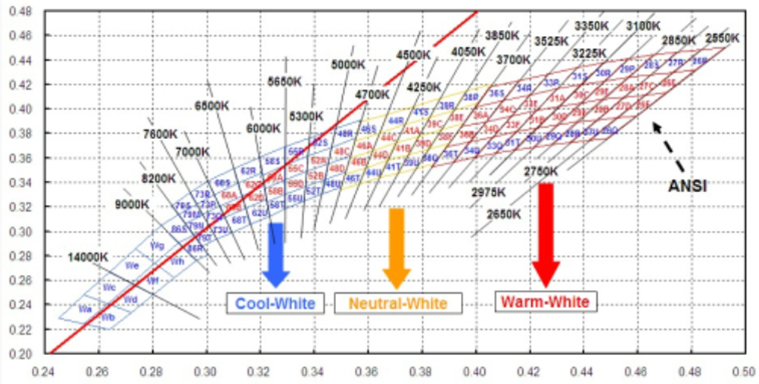
下图所示,即为七阶色差圆在色度图上的示意图,对于单色(RGB),人眼很难分辨圆内的颜色差异,但是对于白色,人眼还是会分辨出差异,并且在装上总成件之后,视觉差异会进一步放大,因此按照经验,必须把白色色差控制在五阶之内。并且从下图可知,CIE1976均匀色度图是更优于CIE1931色度图的,CIE1976色度图会让每个颜色的差异都放在相同半径的色差圆之内,这在CIE1931是做不到的,特别是绿色色域,尤为明显。所以CIE1931对于色差控制通常是要分色域区域定标准才更合理,而CIE1976对于色差的控制只需要定统一的色差标准即可。
自动化产线的优势
1、加快生产节拍,增加生产线产能。
2、通过自动化机械将员工从重复劳动中解放出来,大幅度提高工作效率,规避因人员造成的影响错误。
3、通过实体线数据验证,能够满足RGB校准精度高、节拍快,降低氛围灯厂商生产的综合成本。
设备功能
RGB色坐标Cx, Cy与光通量Lm采集
支持LIN通讯协议,校准参数通过LIN回写,校准结果的验证(在256色配置文件库,自由选择)
支持直射式的氛围灯模组的光色参数采集,同时根据客户需求可定制侧发光收光器
系统支持多通道烧录和校准,提升工作效率
系统可自动判定OK/NG(可选配激光或记号笔标记方式)
支持测试结果数据上传至MES系统(可选项)
操作界面windows系统、上位机软件使用C#编写,根据客户需求建立产品数据管理,生产测试报告
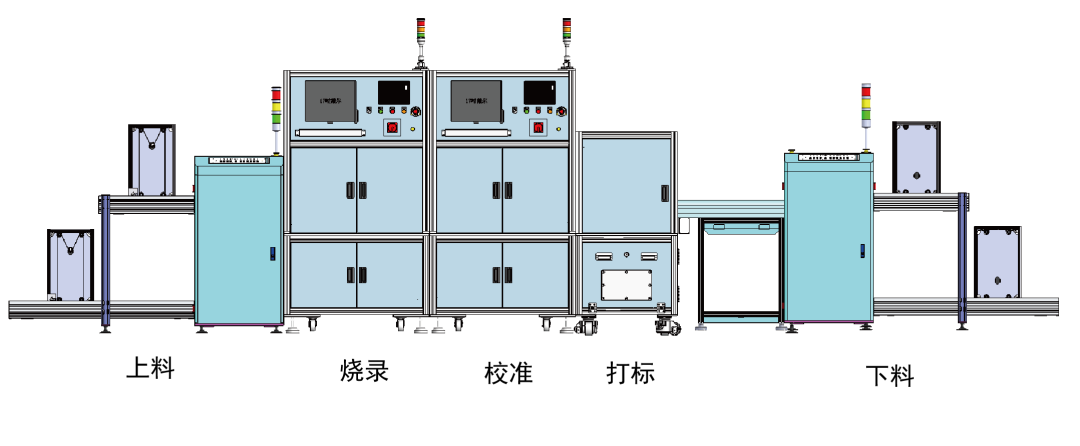
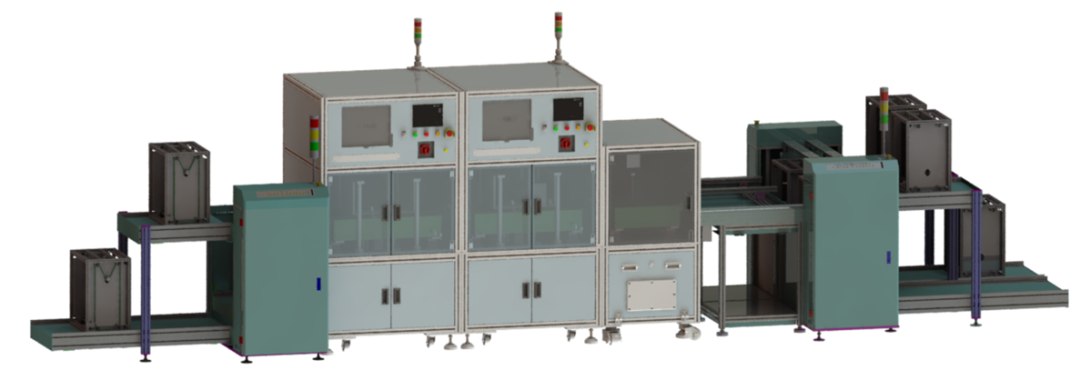
自动化智能装备组成:上料、烧录、校准、打标、下料工位,烧录、检测校准配置独立工控机,实现可连、可独立操作



发表评论 取消回复